My visit began a Keen Headquarters, a 60,000 square foot buildin…
My visit began a Keen Headquarters, a 60,000 square foot building in a funky part of downtown Portland known as the Pearl District. Built in 1907 as a warehouse, it has been used to store appliances for steam ships, doors and windows, and stage props for an opera company. Nike occupied part of it for 10 or 15 years. Keen bought it from them and did a cool renovation that restored its original character. The building contains the company’s business offices, design center, and a retail outlet known as The Garage.
David Frane
The HQ building was interesting, but what I came to see was the …
The HQ building was interesting, but what I came to see was the factory—which is housed in the kind of nondescript building found in a thousand industrial parks. This is a partial view of the main factory floor from the packaging station. The current capacity of the plant is approximately 1 million pairs per year.
David Frane
The main business of the plant is assembly; this was shot in the…
The main business of the plant is assembly; this was shot in the receiving area. Boot uppers have been unboxed, inspected, and placed in bins that will be stacked in the assembly area. The strip down the middle is a composite shank and the horseshoe-shaped piece in front is reinforcement for an already installed steel or composite toe. The shank provides mid-foot torsional support and may vary in thickness and width depending on the application; a wide stiff shank will reduce the pressure to your arch when you stand on the rungs of a ladder. Components are sourced from multiple countries, including the U.S. According to Keen, they buy from whoever is best at making that component, though I’m sure price and availability come into it too. These particular uppers were fabricated in China. I saw others that came from India.
David Frane
The first step in assembling boots is to stretch the uppers over…
The first step in assembling boots is to stretch the uppers over lasts—the foot-shaped forms you see here. It’s a tight fit and it takes some oomph to get them on.
Click here for video.
David Frane
The lasts and uppers are placed on a conveyor and run through a …
The lasts and uppers are placed on a conveyor and run through a “box” where they are heated with steam. This makes the uppers more pliable and allows the next guy in line to adjust the fit so they are tight to the lasts in all the right places
David Frane
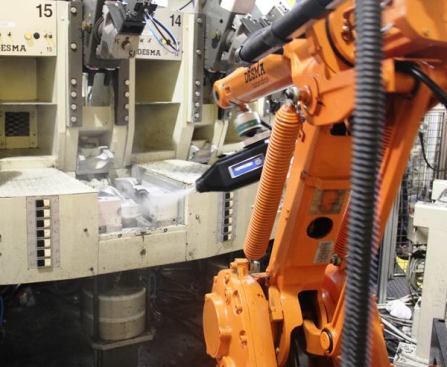
Injection molding the polyurethane midsole is the main operation…
Injection molding the polyurethane midsole is the main operation performed at the plant. This is one of the two Desma machines used to do it. Each machine holds 12 pairs of boots and runs in circular fashion. The German-made machines were purchased used in Europe and refurbished to Keen’s specification.
David Frane
A worker attaches lasts and boot uppers to the Desma machine. Th…
A worker attaches lasts and boot uppers to the Desma machine. The machine will form the midsole that joins the upper to the outsole (sole) by injecting a two-part polyurethane material between and around the pieces.
David Frane
These forms will close around the upper just before the polyuret…
These forms will close around the upper just before the polyurethane is injected. The bottom will contain a rubber outsole (sole), the sides will close in against the upper, and the toe cap shaped piece will close over the top.
David Frane
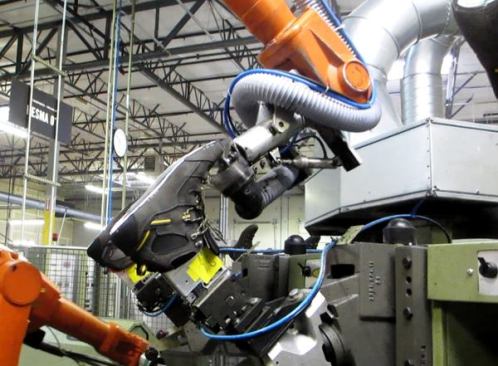
This computer-controlled robot sprays the form for the outsole a…
This computer-controlled robot sprays the form for the outsole and midsole with a release agent so the boot doesn’t stick when it’s time to remove it.
Click here for video.
David Frane
These rubber outsoles are for the Keen Utility Braddock Boot wil…
These rubber outsoles are for the Keen Utility Braddock Boot will be placed in the bottom of the form shown in the previous photo and bonded to the upper by the polyurethane midsole.
Click here for video.
David Frane
A second robot uses a Dremel-like tool to scuff the edges of the…
A second robot uses a Dremel-like tool to scuff the edges of the upper to create a better bonding surface for the polyurethane. This kind simple and repetitive task is the kind of thing robots are good at.
Click here for video.
David Frane
An electric arc flash heats the bottom of the upper for a few se…
An electric arc flash heats the bottom of the upper for a few seconds before it is lowered into the form.
David Frane
The proprietary two-part polyurethane used to form the midsole a…
The proprietary two-part polyurethane used to form the midsole and bond outsole to upper is dispensed from these tanks. Only high-end models are made in this plant and their midsoles are polyurethane rather than the EVA used on some less expensive models (theirs and other brands’). According to Keen, they’ve tested these materials through 1 million steps and EVA suffered 58% compaction to polyurethane’s 3%. When part of a shoe is compacted it loses the ability to cushion the wearer’s foot. I’ve seen this happen to the removable EVA insoles in some of my older trail running shoes. It’s harder to see, but the same thing can happen to the midsole.
David Frane
Polyurethane has been direct injected into the spaces around and…
Polyurethane has been direct injected into the spaces around and between the upper and outsole. You can see some of it oozing out of the hole in the edge of the form. The boot is allowed to cure and cool for a few minutes, and then removed from the form and sent to the next step of processing.
Click here for video.
David Frane
This steel toe Braddock low top just came out of the mold. The n…
This steel toe Braddock low top just came out of the mold. The next step will be to trim off the excess material. You might think a robot could do it, but this is one process that’s best done by hand. A skilled human worker can eyeball the boot and know just how to make the cuts. A robot would have to be programmed for every size and type of boot. Supposedly, the people who trim off the excess material can look at a boot in a store and tell if they did it.
David Frane
This is one of the knives used to trim excess midsole material. …
This is one of the knives used to trim excess midsole material. The work is done quickly; the next worker in line goes over the boots more carefully and performs the finishing touches.
David Frane
The worker at the finishing station uses knives and a Dremel too…
The worker at the finishing station uses knives and a Dremel tool to get any little thing the trimmer missed. When she’s done, she’ll recondition (oil) the leather—which may have dried out due to the heating done before and during the forming of the midsole.
David Frane
Insoles and laces ready for installation.
David Frane
The finished boots are inspected and packaged—but that’s not…
The finished boots are inspected and packaged—but that’s not all there is to the process…
David Frane
Just off the floor of the factory is a testing lab used to insur…
Just off the floor of the factory is a testing lab used to insure that each batch of boots is up to spec. This flex test machine is used to test the durability of the outsole and shank. Every two hours a boot is pulled from the line, has the bottom cut off of it, and a small hole made in the outsole. The piece is then subjected to 30,000 flexes (an industry standard = to 40 miles of walking in extreme conditions) to see if the hole gets bigger.
Click here for video.
David Frane
Keen tests the toes (steel, composition, or aluminum) by droppin…
Keen tests the toes (steel, composition, or aluminum) by dropping specified weight onto a small area of the toe cap and then measuring the deformation. The goal is for the cap not to break or bend so far as to injure the wearer. Not shown are the machines use to advance age boot materials (looks like a microwave) or test the bond between the rubber outsole and the polyurethane midsole (a computer controlled gizmo that pulls the pieces apart).
Click here for video.
David Frane
Waterproof boots have Keen.Dry “booties” sewn into them. Kee…
Waterproof boots have Keen.Dry “booties” sewn into them. Keens tests for leaks by placing boots in a dye solution and flexing them 100,000 times (industry standard is 50,000) while partially submerged. Sensors are placed in the boots to detect any leaks. If a boot leaks they cut it apart to see how the liquid got in. The dye makes it easier to see where the problem occurred.
Click here for video.
Before a recent trip to Portland, Oregon for JLC LIVE, I arranged to visit the headquarters and U.S. factory of footwear maker, Keen. Originally known for making sports sandals, the 10-year old company has since expanded into other categories—most recently, work boots. Their Industrial Line includes boots with features such as puncture-resistant soles, metatarsal guards, slip-resistant tread, and steel, composite, or aluminum toes.
I visited Keen because like most folks who have worked in the trades, I’m interested in how things are made, especially tools. And when you get down to it, the better work boots and workwear are tools. My visit began with a trip to company headquarters, where my tour guides showed me drawings and mockups of proposed designs, and samples of footwear scheduled to come out in 2015.
From there, we made the 5-mile drive to the factory, a warehouse-like building in an industrial area on the edge of town. The factory was opened in 2011. Prior to that, all Keen footwear was made in other countries. Most still is, but a small and growing portion of their higher-end products are being assembled in Portland. Currently, 6 out of 51 Keen Utility styles are assembled there—with plans to increase that number in 2016.
Many of the components used in the boots are imported, so Federal Trade Commission rules prevent them from carrying a “Made in the USA” label—which can only be used when virtually everything in a product comes from the U.S. The boots that come out of this factory carry an “Assembled in the United States” label. Keen refers to them as “American Built”, a marketing designation similar to the one DeWalt uses (Built in the USA) for those power tools that are assembled at their North Carolina plant.
During my tour of Keen’s plant I saw the entire assembly process, from uppers and other components being unboxed in the receiving area to pallets of finished boots being forklifted onto trucks at the loading dock. Click the slideshow on the left side of this page to see for yourself. Be sure to read the captions, which explain what’s going on in the photos and include links to video I shot at the factory. If you click through to the end you’ll see some interesting things being done in the testing lab.